
ഉൽപ്പന്നം

MV VCB, VS1 ZN28 ZN63 എന്നിവയ്ക്കായുള്ള വാക്വം ഇന്ററപ്റ്റർ
ഉൽപ്പന്നത്തിന്റെ ഹ്രസ്വ വിവരണം:
സിസ്റ്റത്തിൽ തകരാർ സംഭവിക്കുമ്പോൾ, ബ്രേക്കറിന്റെ കോൺടാക്റ്റുകൾ അകലുകയും അതിനാൽ അവയ്ക്കിടയിൽ ആർക്ക് വികസിപ്പിക്കുകയും ചെയ്യുന്നു.നിലവിലെ ചുമക്കുന്ന കോൺടാക്റ്റുകൾ വേർപെടുത്തുമ്പോൾ, അവയുടെ ബന്ധിപ്പിക്കുന്ന ഭാഗങ്ങളുടെ താപനില വളരെ ഉയർന്നതാണ്, അതിനാൽ അയോണൈസേഷൻ സംഭവിക്കുന്നു.അയോണൈസേഷൻ കാരണം, കോൺടാക്റ്റ് മെറ്റീരിയലിൽ നിന്ന് ഡിസ്ചാർജ് ചെയ്യപ്പെടുന്ന പോസിറ്റീവ് അയോണുകളുടെ നീരാവി കൊണ്ട് കോൺടാക്റ്റ് സ്പേസ് നിറഞ്ഞിരിക്കുന്നു.
നീരാവിയുടെ സാന്ദ്രത ആർസിംഗിലെ വൈദ്യുതധാരയെ ആശ്രയിച്ചിരിക്കുന്നു.നിലവിലെ തരംഗത്തിന്റെ കുറഞ്ഞുവരുന്ന മോഡ് കാരണം അവയുടെ നീരാവി പ്രകാശന നിരക്ക് കുറയുകയും നിലവിലെ പൂജ്യത്തിന് ശേഷം, ഇടത്തരം അതിന്റെ വൈദ്യുത ശക്തി വീണ്ടെടുക്കുകയും കോൺടാക്റ്റുകൾക്ക് ചുറ്റുമുള്ള നീരാവി സാന്ദ്രത കുറയുകയും ചെയ്യുന്നു.അതിനാൽ, ലോഹ നീരാവി കോൺടാക്റ്റ് സോണിൽ നിന്ന് വേഗത്തിൽ നീക്കം ചെയ്യപ്പെടുന്നതിനാൽ ആർക്ക് വീണ്ടും തടസ്സപ്പെടുന്നില്ല.
ശ്രദ്ധിക്കുക
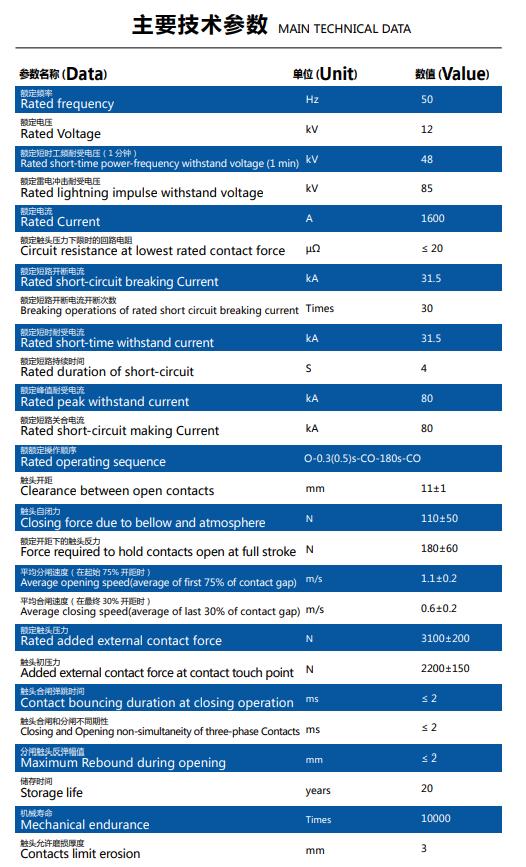
വാക്വം സർക്യൂട്ട് ബ്രേക്കറിന്റെ ക്ലോസിംഗും ഓപ്പണിംഗ് വേഗതയും കർശനമായി നിയന്ത്രിക്കുക.
ഒരു നിശ്ചിത ഘടനയുള്ള വാക്വം സർക്യൂട്ട് ബ്രേക്കറിനായി, നിർമ്മാതാവ് മികച്ച ക്ലോസിംഗ് സ്പീഡ് വ്യക്തമാക്കിയിട്ടുണ്ട്.വാക്വം സർക്യൂട്ട് ബ്രേക്കറിന്റെ ക്ലോസിംഗ് സ്പീഡ് വളരെ കുറവായിരിക്കുമ്പോൾ, ബ്രേക്ക്ഡൌൺ സമയത്തിന്റെ വിപുലീകരണം കാരണം കോൺടാക്റ്റിന്റെ തേയ്മാനം വർദ്ധിക്കും;വാക്വം സർക്യൂട്ട് ബ്രേക്കർ വിച്ഛേദിക്കുമ്പോൾ, ആർസിംഗ് സമയം ചെറുതാണ്, അതിന്റെ പരമാവധി ആർസിംഗ് സമയം 1.5 പവർ ഫ്രീക്വൻസി പകുതി വേവ് കവിയരുത്.വൈദ്യുതധാര ആദ്യമായി പൂജ്യം കടക്കുമ്പോൾ, ആർക്ക് എക്സ്റ്റിംഗ്യുഷിംഗ് ചേമ്പറിന് മതിയായ ഇൻസുലേഷൻ ശക്തി ഉണ്ടായിരിക്കണം.സാധാരണയായി, പവർ ഫ്രീക്വൻസി ഹാഫ് വേവിലെ കോൺടാക്റ്റിന്റെ സ്ട്രോക്ക് സർക്യൂട്ട് ബ്രേക്കിംഗ് സമയത്ത് ഫുൾ സ്ട്രോക്കിന്റെ 50% - 80% വരെ എത്തുമെന്ന് പ്രതീക്ഷിക്കുന്നു.അതിനാൽ, സർക്യൂട്ട് ബ്രേക്കറിന്റെ ഓപ്പണിംഗ് വേഗത കർശനമായി നിയന്ത്രിക്കണം.വാക്വം സർക്യൂട്ട് ബ്രേക്കറിന്റെ ആർക്ക് എക്സ്റ്റിംഗ്യുഷിംഗ് ചേമ്പർ സാധാരണയായി ബ്രേസിംഗ് പ്രക്രിയ സ്വീകരിക്കുന്നതിനാൽ, അതിന്റെ മെക്കാനിക്കൽ ശക്തി ഉയർന്നതല്ല, വൈബ്രേഷൻ പ്രതിരോധം മോശമാണ്.സർക്യൂട്ട് ബ്രേക്കറിന്റെ വളരെ ഉയർന്ന ക്ലോസിംഗ് സ്പീഡ് വലിയ വൈബ്രേഷനു കാരണമാകും, കൂടാതെ ബെല്ലോകളിൽ വലിയ സ്വാധീനം ചെലുത്തുകയും ചെയ്യും, ഇത് ബെല്ലോസിന്റെ സേവനജീവിതം കുറയ്ക്കും.അതിനാൽ, വാക്വം സർക്യൂട്ട് ബ്രേക്കറിന്റെ ക്ലോസിംഗ് സ്പീഡ് സാധാരണയായി 0.6 ~ 2m / s ആയി സജ്ജീകരിച്ചിരിക്കുന്നു.
-

MV VCB, VS1 ZN28 ZN63 എന്നിവയ്ക്കായുള്ള വാക്വം ഇന്ററപ്റ്റർ
-

എംവി വിസിബിക്കുള്ള വാക്വം ഇന്ററപ്റ്റർ (സെറാമിക് ഷെൽ, റാ...
-

എംവി വിസിബിക്കുള്ള വാക്വം ഇന്ററപ്റ്റർ (സെറാമിക് ഷെൽ, റാ...
-

ഇൻഫ്ലേറ്റബിൾ കാബിനറ്റിനുള്ള വാക്വം ഇന്ററപ്റ്റർ(133)
-

എംവി വിസിബിക്കുള്ള വാക്വം ഇന്ററപ്റ്റർ (സെറാമിക് ഷെൽ, റാ...
-

എംവി വിസിബിക്കുള്ള വാക്വം ഇന്ററപ്റ്റർ (സെറാമിക് ഷെൽ, റാ...





